


Технологический процесс по изготовления поручней из дерева
Процесс можно разделить 12 основных этапов:
- из обрезных досок длиной до 4,0м и влажностью 8-10% выбирают необходимую длину;
- на фуганке (станок) производят фугование – выравнивание поверхности торцов и плоскостей;
- на пиле (станок) распускают доски в необходимый размер по ширине;
- на рейсмусе (станок) обрабатывают поверхность перед склейкой 2х заготовок;
- подбирают заготовки по цвету и рисунку (может быть радиальным и тангенциальный)
- склеивают заготовки на вайме (инструмент), процесс склеивания длится 3 часа
- повторно пропускают через фуганок для удаления лишнего клея и неровностей;
- повторно пропускают через рейсмус для образования всех углов под 90˚;
- с помощью фрезы (станок) изготавливают полуштапы,
- шлифуют деревянный поручень шкуркой зернистостью 80, 120 и финишная 180;
- торцуют поручень;
- наносят покраску:
- либо масло (для помещения или улицы), основные компоненты масла – воск пчелиный, масло льняное, подсолнечника), производство Германия;
- либо лак (для помещения или улицы) 2-х компонентный ICRO производство Италия, грунт, растворитель и отвердитель того же производителя;
- грунтование;
- высыхание;
- шлифование зерном 240;
- нанесение лака
-

Фото. Балясина квадратная
-

Фото. Балясина круглая

Фото. Обрезные доски

Фото. Доска на фуганке

Фото. Доска на пиле

Фото. Доска на рейсмусе


Клей ПВА влагостойкий для склеивания древесины RAKOL GXL4
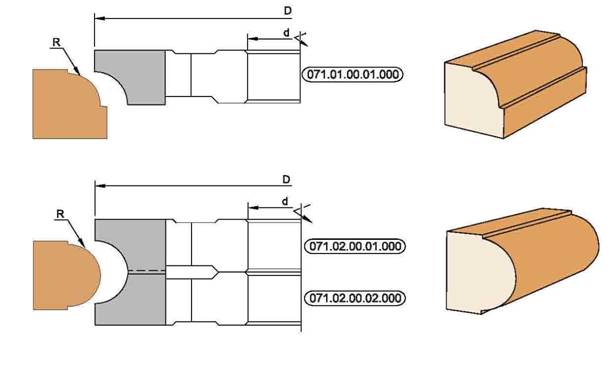
Рис. Полуштап
Для получения круглого поручня (Ø49,5мм, Ø38,5мм) пропускают (2 раза) на станке с фрезой нужного диаметра

Фото. Станок с фрезой

Фото. Поручень после обработки фрезой

Фото. Поручень до шлифования имеет неоднородную поверхность
Тех. процесс по нанесению лака на основе полиуретановых смол:
К недостаткам поручня, покрытого лаком, можно отнести помутнее после 5 лет и не возможность исправить на объекте царапины или задиры на поверхности (необходимо демонтировать и вести на производство). У поручня, покрытого маслом – необходимо обновление 1 раз в 2 года, т.е. повторное покрытие маслом, зато достоинство – на объекте можно наносить на поверхность масло в любой момент монтажа!


Фото. Изготовление Бублика. Готовый Бублик – элемент для изготовления отводов поручня